


Проект "Реконструкция и техническое перевооружение производства регене-рации кислот,включая денитрацию отработанной кислоты на ФКП. Алексинский химический комбинат,г.Алексин Тульской области". Система автоматизации технологических процессов. Здание 1а, 1б, Склад кислот.
Запроектировано автоматизация технологического процесса с автоматическим контролем и управлением технологическим процессом из операторной
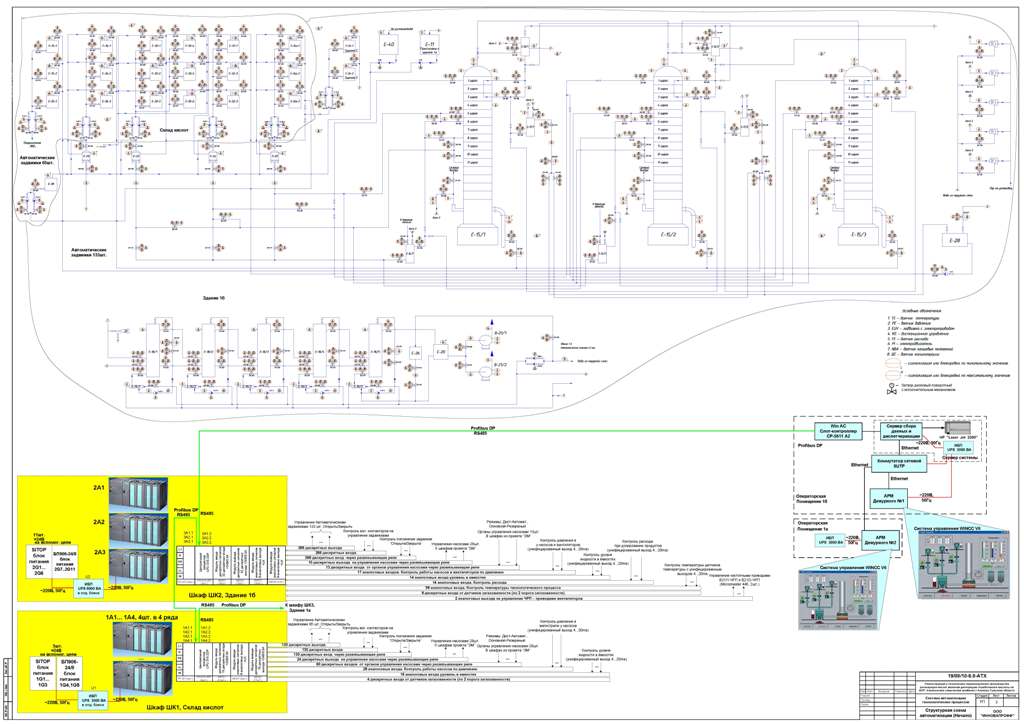
Система управления выполнена в виде двухуровневой системы автоматизации. Нижний уровень - программируемый логический контроллер, первичные преобразователи и исполнительные механизмы, верхний уровень - промышленный компьютер с программным обеспечением автоматизированного рабочего места оператора (SCADA - пакет);
Электропитание системы автоматизации выполнено по первой категории с применением источника бесперебойного питания обеспечивающего работоспособность системы в течении 30 минут.
Система автоматизации выполняет следующие функции:
- автоматический контроль и управление технологическим процессом с применением средств микропроцессорной и компьютерной техники производства Siemens из операторной;
- формирование световой и звуковой сигнализация предупредительных и предельно допустимых значений параметров согласно «Таблице обработки переменных» 19/08/10-5.8-АТХ-ТП;
- автоматическое отключение подачи кислот в емкости при достижении предельного уровня, исключающее возможность перелива;
- возможность аварийного опорожнения оборудования;
- противоаварийной защиту (ПАЗ) с защитными блокировками по предельно допустимым параметрам, с блокировками при прекращении подачи электроэнергии, при прекращении подачи промышленной (оборотной) воды, при аварийной разгерметизации технологического оборудования;
- дистанционное управление насосами и исполнительными механизмами;
- блокировки, исключающие пуск и прекращающие работу насосов, перекачивающие продукцию при отсутствии перемещаемой жидкости в корпусах насосов;
- блокировка, останавливающая работу газодувок В-21 по превышению температуры подшипников;
- контроль загазованности в помещении 1а по SO2 (сернистый ангидрид); NO (оксид азота II); NO2 (оксид азота IV); СО (оксид углерода II); 3,4-бензопирен. Включение с аварийной вентиляции и подаче световой и звуковой сигнализации в помещение управления и по месту;
- контроль загазованности в помещении 1б по SO2, NO2 и пары серной и азотной кислот. Включение с аварийной вентиляции и подаче световой и звуковой сигнализации в помещение управления и по месту;
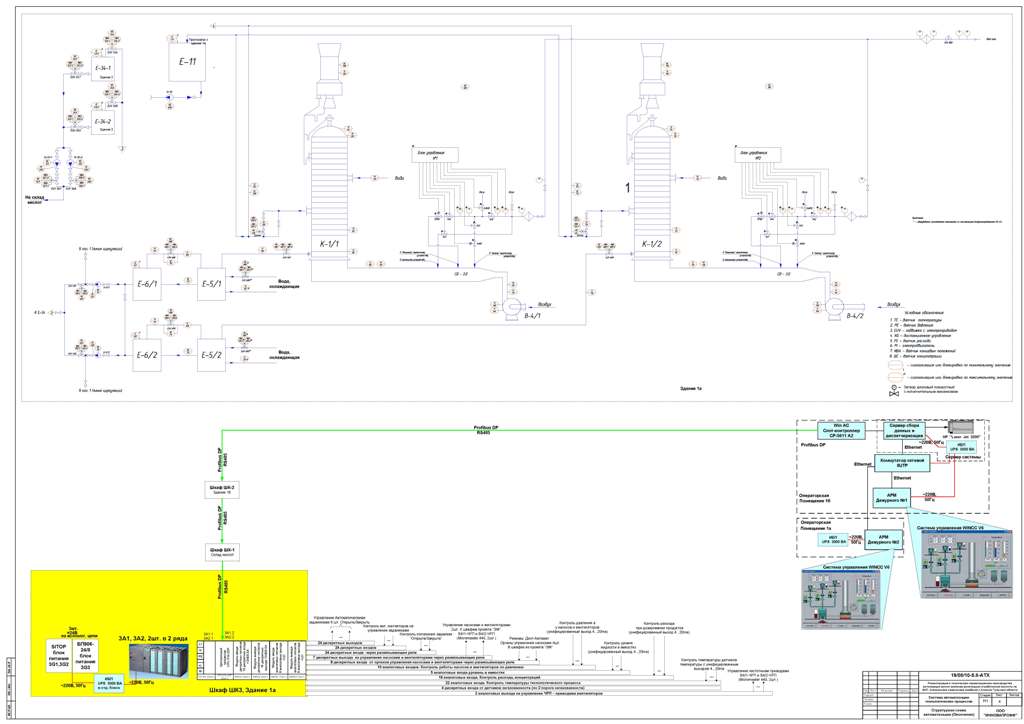
Процесс регенерации отработанных кислотных смесей согласно регламенту состоит из двух фаз: разделение кислотных смесей (здание 1б), концентрирование слабой (68 %-ной) серной кислоты (здание 1а).
По команде оператора с пульта управления открываются задвижки на подаче кислот из емкостей Е- 30, 32, 34, 34а. По команде оператора, включается насос Е- 31, 33, 12, 12а, а затем открываются задвижки после насосов.
При достижении 80% заполнения напорных емкостей Е-23, 24, 25, 29 автоматически отключается подача кислот (срабатывает блокировка, останавливающая двигатели насосов, закрываются задвижки). На напорных емкостях Е-23, 24, 25, 29 предусмотрены датчики минимального уровня 20%, по сигналу от которых оператор включает насос Е- 31 (33, 12, 12а).
Колонны Е-15/1, Е-15/2, Е-15/3 работают в четырех вариантах:
1. Разогрев колонны.
В нижнюю часть колонны, начиная с 8-ой царги, самотеком из напорного бака Е-23 заливают обводненную кислотную смесь до появления ее на отборнике гидрозатвора.
В 5-ую, 6-ую, 7-ую царги колонны заливают техническую серную кислоту самотеком из напорного бака Е-25.
В 1-ую, 2-ую, 3-ю царги колонны заливают слабую азотную кислоту самотеком из напорного бака Е-24 до выхода ее на эпруветке холодильника концентрированной азотной кислоты Е-17.
После залива кислот в колонне Е-15 создают вакуум 20-40 мм рт. ст. (2667-5200 Па), включив газодувку В-21.
Затем на паровой линии полностью открывают воздушный вентиль и в днище колонны подают воздух. Продувку колонны воздухом производят в течение 25-35 мин, затем, открыв вентиль, в днище колонны подают перегретый пар в таком количестве, чтобы температура паровоздушной смеси была на 4-6ºС выше температуры окружающей среды. Паровоздушную смесь такой температуры подают в колонну в течение 15-25 мин. Далее увеличивают подачу пара с таким расчетом, чтобы температура паровоздушной смеси, поступающей в колонну, увеличивалась на 4-6ºС через каждые 25-35 мин до достижения температуры паровоздушной смеси 87-93ºС. По истечении 7,5-8,5 ч с момента начала разогрева колонны температура паровоздушножидкостной смеси на 4-ой царге колонны также достигнет 87-93ºС, после чего колонну Е-15 считают разогретой, воздушный вентиль полностью закрывают, и в днище колонны продолжают подавать только пар.
Для контроля температуры паровоздушной смеси, поступающей в днище колонны Е-15, на паровой линии после воздушного вентиля установлен датчик температуры.
Для контроля температуры в колонне с сигнализацией максимального значения установлены датчики температуры в днище колонны, на 4 царге и под крышкой колонны.
Под крышкой колонны установлен датчик разряжения с сигнализацией минимального уровня 2,667-5,2кПа.
По достижении температуры паровоздушной смеси на 4-ой царге 95-97 ºС приступают к запуску колонны Е-15.
2. При работе на отработанной кислотной смеси
Из напорного бака Е-23 заданное с помощью ротаметра и вентиля количество отработанной кислотной смеси по трубопроводу самотеком подается в подогреватель, в котором смесь нагревается до 80-100 ºС и подается на 8 царгу колонны Е-15. Нагрев в подогревателе Е-14 ведется глухим паром (0,3МПа, 1300С), с регулировкой расхода пара по температуре выхода продукта, при превышении максимальной температуры (1200С) предусмотрено отключение подачи пара.
Заданное с помощью ротаметра и вентиля количество технической (91-92%) серной кислоты из напорного бака Е-25 по трубопроводу самотеком без подогрева (с температурой 20-30 ºС) подается на 5-ую царгу колонны концентрирования Е-15.
В зависимости от состава отработанной кислотной смеси, поступающей в колонну, в нее подается регенерированная серная кислота в количестве, обеспечивающем массовую долю серной кислоты, выводимой из колонны, в пределах 68-70 %, контролируемую концентратомером.
Слабая серная кислота, получаемая в процессе гидролиза в нижней части колонны, через гидравлический затвор по трубопроводу самотеком поступает в хранитель Е-36. В зависимости от состава отработанной кислотной смеси, поступающей в колонну, в нее подается регенерированная серная кислота в количестве, обеспечивающем массовую долю серной кислоты, выводимой из колонны, в пределах 68-70 % контролируемую концентратомером.
3. При работе на вытесненной кислотной смеси
Из напорного бака Е-23 заданное с помощью ротаметра количество отработанной кислотной смеси по трубопроводу самотеком подается в подогреватель Е-14, в котором смесь нагревается до 80-100 ºС и подается на 8 царгу колонны Е-15.
Заданное с помощью ротаметра количество слабой азотной кислоты (45-50%) из напорного бака Е-24 без подогрева подается на 11 царгу колонны Е-15.
Заданное с помощью ротаметра количество технической (91-92%) серной кислоты из напорного бака Е-25 по трубопроводу самотеком без подогрева (с температурой 20-30 ºС) подается на 6-ую (считая сверху) царгу колонны концентрирования Е-15.
4. Получение разбавленной азотной кислоты
Из напорного бака Е-23 заданное с помощью ротаметра количество отработанной кислотной смеси по трубопроводу самотеком без подогрева подается на 8 царгу колонны Е-15.
Заданное с помощью ротаметра количество технической (91-92%) серной кислоты из напорного бака Е-25 по трубопроводу самотеком подается в подогреватель Е-14, в котором смесь нагревается до 100-120 ºС и подается на 6-ую (считая сверху) царгу колонны концентрирования Е-15.
Для обеспечения необходимой температуры в колонне в днище колонны подают перегретый водяной пар.
Пары азотной кислоты, оксиды азота, водяные пары и инертные газы с температурой 85-86ºС поступают из крышки колонны Е-15 в конденсатор-холодильник Е=16, в котором пары азотной кислоты, воды, конденсируются, горячая продукционная кислота освобождается от растворенных в ней оксидов азота, после чего поступает в холодильник крепкой азотной кислоты Е-17, в котором охлаждается до 20-40ºС. Из холодильника Е-17крепкая азотная кислота через эпруветку (которая служит для контроля массовой доли и температуры продукционной азотной кислоты, а также для отбора проб) поступает в хранитель Е-35.
По другому варианту пары азотной кислоты, оксиды азота, водяные пары и инертные газы с температурой 85-86ºС поступают из крышки колонны Е-15 в конденсатор-холодильник Е-16, в котором пары азотной кислоты и воды, охлаждаясь до 30-40 ºС, конденсируются, а оксиды азота частично растворяются в крепкой азотной кислоте. Охлажденная крепкая азотная кислота содержит большое количество растворенных оксидов азота, поэтому она из конденсатора-холодильника Е-16 поступает на 1-ую царгу колонны Е-15, где, встречаясь с горячими парами и газами, поднимающимися с 4-ой царги колонны, нагревается до 75-85ºС и освобождается от оксидов азота, после чего из 3-ей царги колонны поступает в холодильник крепкой азотной кислоты Е-17, в котором охлаждается до 20-40ºС. Из холодильника Е-17 крепкая азотная кислота самотеком поступает в хранитель Е-35.
Несконденсировавшиеся пары азотной кислоты, оксиды азота, водяные пары и инертные газы из конденсатора-холодильника Е-16 направляются в поглотительный абсорберы Е-18/1 ÷ 18/5.
Установка поглощения нитрозных газов состоит из соединенных последовательно поглотительных абсорберов Е-18/1 ÷ 18/5, в которых циркулируют растворы азотной кислоты убывающей концентрации. У каждого абсорбера установлен циркуляционный центробежный насосы Н-27-1 ÷ Н-27-5), которые через холодильники Е-19/1 ÷ Е-19/5 забирают жидкость из нижней части абсорбера и подает ее в верхнюю часть абсорбера на орошение слоя насадки. Распределительным устройством, установленным в верхней части абсорберов Е-18/1 ÷ 18/5, жидкость (раствор азотной кислоты) равномерно разбрызгивается по насадке (кольца Рашига из кислотоупорной керамики), в виде пленки стекает вниз, охлаждая нитрозные газы и поглощая из них азотную кислоту и оксиды азота. Нитрозные газы и орошающие кислоты движутся в противотоке. Теплота процесса поглощения HNO3 и оксидов азота отводится в холодильниках Е-19/1 ÷ Е-19/5.
Избыток кислоты, получаемой в результате поглощения паров HNO3 и оксидов азота, переливается за счет перепада уровней из абсорбера в абсорбер в противотоке нитрозным газам.
В последний по ходу нитрозных газов абсорбер Е-18/5 из напорного бака постоянного уровня Е-26 через ротаметр подается регулируемое количество воды.
Количество умягченной воды, подаваемой на орошение, регулируется из расчета получения азотной кислоты с массовой долей 45-50 %, которая из первого по ходу нитрозных газов абсорбера Е-18/1 через эпруветку самотеком поступает в сборник Е-28 и далее хранитель Е-32. На линии орошающей кислоты первого по ходу нитрозных газов абсорбера Е-18/1 смонтирован концентратомер.
Нитрозные газы, освобожденные от паров азотной кислоты и оксидов азота, отсасываются из последнего по их ходу абсорбера Е-18/5 турбокомпрессором газовым, создающим разряжение 400 - 500 мм вод.ст. В-21, через каплеуловитель Е-20, в котором оседают увлеченные потоком газа брызги азотной кислоты, и направляются в существующую систему каталитической селективной очистки с восстановлением до азота.
Предусмотрено регулирование подачи воды в холодильники, по температуре выхода продукта и температуре выхода воды.
Произведен авторский надзор, участие в шефмонтажных и пусконаладочных работах.
На данном объекте, для управления инженерным оборудованием, применены шкафы автоматики "INNOVAPROFF"
Поделиться с друзьями: